Menü

Der Fachausschuss „Dichtheitsprüfung“ (LT) ging im Oktober 2000 aus der Arbeitsgruppe Lecksuche hervor.
Die Arbeitsschwerpunkte sind:
Der Unterausschuss „Ausbildung“ treibt die Pflege und Weiterentwicklung der Schulungsunterlagen für die LT-Schulungen voran. Dies beinhaltet neben der permanenten Überarbeitung der Dokumente auch die Praxismaterialien für den Einsatz in den LT-Schulungen und -Prüfungen.
Zur Zeit keine Termine

Das ist abhängig vom Katodenmaterial (Wolfram oder Iridium) und der Applikation (Massenspektrometerdruck, Zwangsbelüftungen, etc.).
Iridium ist eines der edelsten (teuersten) Metalle und unempfindlich gegen Belüftung („durchbrennsicher“), Wolfram ist das klassische (preiswerteste) Katodenmaterial, das aber bei Lufteinbruch sofort durchbrennt. Wolfram wird „nackt“ verwendet, Iridium mit einem Oxid beschichtet, um die Emissivität zu erreichen. Nur bei hohen Konzentrationen von reduzierenden Gasen wird diese Oxidschicht angegriffen, und die Katode kann zerstört werden.
Typischerweise beträgt die Haltbarkeit von Wolframkatoden mindestens 1 Jahr, bei sehr guter Behandlung auch mehrere Jahre. Für Iridiumkatoden wird teilweise sogar eine dreijährige Garantie gegeben.
Hinweis: Nach DIN EN ISO 20484 werden Lecks zur Überprüfung von Leckdetektoren „Prüflecks“ genannt.
Je nach Bauart können Prüflecks mit Gasvorrat zwischen 1 Jahr und vielen Jahren benutzt werden.
Beispiel für ein Leck mit Gasvorrat: Aus 8,4 x 10-8 mbar l/s Leckagerate und 150 Nccm Prüfgasfüllvolumen kann theoretisch eine „Lebensdauer“ von ca. 57 Jahren bis zur Entleerung berechnet werden. Die Leckagerate nimmt dabei mit 2% pro Jahr ab, weshalb das Leck regelmäßig überprüft/kalibriert werden muss.
Lecks ohne Gasvorrat altern nicht, sind aber besonders gefährdet durch Luftfeuchtigkeit und Schmutz und müssen deshalb je nach Einsatzart häufig überprüft werden (siehe auch P7).
DIN EN ISO 20484:2017-07
Zerstörungsfreie Prüfung – Dichtheitsprüfung – Begriffe
Deutsche Fassung EN ISO 20484:2017
Die erzielbare Genauigkeit bei der Messung von Leckageraten ist bestimmt durch die Unsicherheitsangabe auf dem verwendeten Prüfleck und zusätzlich durch die Reproduzierbarkeit und Linearität des Leckdetektors. Prüflecks haben üblicherweise eine Unsicherheit von ±10% bis ±15% vom Wert und der Leckdetektor trägt noch zusätzlich einige Prozent Unsicherheit dazu bei.
Bemerkung: Die Genauigkeit eines Messgerätes wird durch ein Unsicherheitsintervall beschrieben, in dem der „wahre“ Messwert liegen muss. Um dieses Intervall genauer zu berechnen, kann die Richtlinie „EA-4/02M:2013 Evaluation of the Uncertainty of Measurement in Calibration“ benutzt werden (deutsche Übersetzung als „EA-4/02 M: 2013 Ermittlung der Messunsicherheit bei Kalibrierungen“).
Ein Prüfleck darf nicht mehr verwendet werden, wenn es so beschädigt wurde, dass der Prüfgasvorrat undicht geworden ist (wenn also Lecks am Gehäuse feststellbar sind) oder wenn der die Leckrate bestimmende Teil (Kapillare oder Permeationselement) beschädigt oder verstopft wurde. Letzteres kann manchmal eindeutig festgestellt werden, z.B. durch Glassplitter oder klappernde Geräusche oder eine viel zu große oder kleine Leckrate. Im Zweifel, wenn eine Beschädigung (z.B. nach Herunterfallen) vermutet werden kann. muss das Prüfleck zur Rekalibrierung oder Überprüfung zum Hersteller geschickt werden.
Die kleinste nachweisbare Leckagerate eines Prüfsystems ist gegeben durch die Stabilität des Leckdetektornachweissystems und des Prüfgasuntergrundsignals. Diese berechnet sich aus der Summe der Signaldrift pro Minute und dem Rauschen des Signals (Spitze/Spitze) bei gegebener Zeitkonstante. Drift und Rauschen werden dazu über ein 20min Intervall aufgezeichnet. Das genaue Auswerteverfahren beschreibt DIN EN 1518 (s.u).
Beim Vakuumverfahren bestimmt neben der Stabilität des Prüfgasuntergrundes der Leckdetektor selbst mit seinem Nachweissystem die kleinste nachweisbare Leckagerate.
Im Teilstrombetrieb (beim Vakuumverfahren) wird die Nachweisgrenze des Leckdetektors um den Teilstromfaktor reduziert. Er ergibt sich aus dem Verhältnis von installiertem Anlagensaugvermögen und Leckdetektorsaugvermögen für das Prüfgas.
Beim Überdruckverfahren wird die kleinste nachweisbare Leckagerate zusätzlich beeinflusst durch den Prüfgasuntergrund in der Umgebung (je höher er ist, um so stärker kann er rauschen oder driften) und durch das Schnüfflerprinzip (wie viel Gas aus dem Leck gelangt tatsächlich in den Leckdetektor?) sowie durch die Prüfgeschwindigkeit (wie viel Gas wird bei hoher Geschwindigkeit tatsächlich aufgenommen?).
Störungen der Leckdetektorelektronik oder instabile Prüfgasuntergrundsignale reduzieren immer auch die Nachweisgrenze. Abhilfe kann eine längere Mittelungszeit schaffen, die allerdings die Leckortung durch trägere Signalantwort erschwert.
Das Unterdrücken von Untergrundsignalen (ZERO-Funktion) verbessert die Nachweisgrenze nicht, da die Stabilität der Signale nicht besser wird!
Lediglich die Ablesung kleiner Leckraten wird einfacher, da die Auflösung der Anzeige steigt.
DIN EN 1518:1998-06
Zerstörungsfreie Prüfung – Dichtheitsprüfung – Charakterisierung von massenspektrometrischen Leckdetektoren
Deutsche Fassung EN 1518:1998
Die Temperaturabhängigkeit eines Prüflecks hängt stark von seiner Bauart ab. Hier sollen nur Prüflecks mit Gasvorrat betrachtet werden. Man unterscheidet dabei Permeationsprüflecks und Kapillarprüflecks.
Permeationsprüflecks werden durch Quarzglas- oder Kunststoffmembranen realisiert, die für Helium bei einigen bar Überdruck Leckageraten unter 10-6 mbar l/s erzeugen. Der Permeationsgasstrom ist exponentiell von der Temperatur abhängig. Für Quarzglas kann ein linear angenäherter Temperaturkoeffizient von ca. +3,5%/°C (die Leckagerate nimmt mit der Temperatur zu!) angegeben werden, der zu nicht zu vernachlässigenden Korrekturen führt.
Bei Kapillarlecks geht nur die Temperaturabhängigkeit der Viskosität des Gases ein (bei Lecks mit viskoser Strömung, die deutlich größer als 10-6 mbar l/s ist). Die Leckagerate ist proportional zur Wurzel der Temperatur. Man findet in der Praxis einen linearen Temperaturkoeffizienten von ca. 0,3%/°C.
Im Rahmen der Messtechnik wird unter einer Kalibrierung die Feststellung und Dokumentation der Abweichung eines Messgeräts oder einer anderen Maßverkörperung gegenüber einem bekannten Maß verstanden. In der Praxis ist das bekannte Maß z. B. ein Prüfleck, welches auf ein nationales oder internationales Normal rückführbar ist. Bei der Kalibrierung wird ausschließlich der Ist-Zustand des Kalibriergegenstands ermittelt. Ein korrigierender Eingriff findet im Rahmen der Kalibrierung nicht statt.
Unter der Justierung wird eine Einstellung an einem Messgerät verstanden, die das Ziel hat, eine systematische Abweichung zu minimieren. Dazu wird das bekannte Maß (Leckagerate des Prüflecks) gemessen und die Anzeige des Messgeräts so verändert, dass sie mit den tatsächlichen Werten übereinstimmt. Eine Justierung stellt immer einen Eingriff dar, der das Messgerät bleibend verändert.
Unter einer Eichung versteht man eine amtliche Überprüfung von Messmitteln und Maßverkörperungen nach dem Mess- und Eichgesetz, die durch eine Eichbehörde durchgeführt wird. Anders ausgedrückt ist eine Eichung eine vom Eichamt durchgeführte Kalibrierung.
Stand: 01/2021
Wenn ein Leckdetektor aus dem kalten Zustand eingeschaltet wurde, ist er nach angemessener Aufwärmzeit nach Herstellerangabe (nicht eher!) zu justieren. Das kann auch mit dem im Leckdetektor eingebauten internen Prüfleck erfolgen.
Im industriellen Alltag hat sich eine Routinejustierung zu Beginn jeder Schicht bewährt, die auch zur Funktionskontrolle sinnvoll ist.
Wenn man von ca. 1% Drift pro Grad Celsius ausgeht (ungünstigste Annahme), sollte ab 5°C Änderung der Umgebungstemperatur neu justiert werden (bei geringeren Genauigkeitsanforderungen auch erst bei stärkerer Temperaturänderung).
Bei sehr hohen Dichtheitsanforderungen und einer hohen Anforderung an die Wiederholgenauigkeit, kann es sinnvoll sein, die Justierung nach erfolgter Messung zu überprüfen, um eine konstante Empfindlichkeit zu gewährleisten.
Wird der Lecksucher im Schnüffelmodus betrieben, sollte gemäß DIN EN ISO 20485 „Zerstörungsfreie Prüfung –Dichtheitsprüfung –Prüfgasverfahren“ die Justierung „häufig geprüft werden, da die Schnüffelsonde mit Staub oder Schmutz verstopft sein kann. “
Ausführlicher wird diese Frage in den Schulungen LT2 und LT3 der DGZfP zur Lecksuche und Dichtheitsprüfung besprochen.
Stand: 01/2021
————————–
DIN EN ISO 20485:2017-07
Zerstörungsfreie Prüfung – Dichtheitsprüfung – Prüfgasverfahren
Deutsche Fassung EN ISO 20485:2018
Nach DIN EN ISO 9001 „Qualitätsmanagementsysteme – Anforderungen“ müssen Prüfmittel „in bestimmten Abständen oder vor der Verwendung“ überprüft (kalibriert) werden. Es wird dringend empfohlen, Prüfmittel bei sichtbaren Beschädigungen (z. B. Beule im Reservoir eines Helium-Prüflecks) oder unsachgemäßer Handhabung (Sturz, Flüssigkeitsexposition) zu überprüfen bzw. nachkalibrieren zu lassen.
Das Intervall einer Re-Kalibrierung wird normalerweise vom Anwender festgelegt. In vielen Industriezweigen hat es sich eingebürgert, Prüflecks einmal jährlich zu überprüfen. Die Auswahl der Kalibrierstelle bzw. der Referenz bei der Kalibrierung (z. B. Referenzleck im Werk, Herstellerkalibrierung oder DAkkS-Kalibrierung) obliegt wiederum dem Anwender. Eine Übersicht akkreditierter Laboratorien ist bei der Deutschen Akkreditierungsstelle (DAkkS) zu finden. Dabei ist darauf zu achten, dass das Labor für die Leckagerate im relevanten Bereich des jeweiligen Prüflecks akkreditiert ist.
Wenn die Kalibrierung auf keine Normale zurückgeführt werden kann, darf der Benutzer die Überprüfungsmethode nach Stand der Technik festlegen, muss die Methode aber dokumentieren.
Hinweis: Nach DIN EN ISO 20484 „Zerstörungsfreie Prüfung – Dichtheitsprüfung – Begriffe “ werden Lecks, die zur Überprüfung und Einstellung von Leckdetektoren genutzt werden können, „Prüflecks“ oder „Referenzlecks“ genannt.
(Zum Herstellerprüfzertifikat/Werksprüfzeugnis siehe K7, Alterung siehe G2).
Stand: 01/2021
DIN EN ISO 20484:2017-07
Zerstörungsfreie Prüfung – Dichtheitsprüfung – Begriffe
Deutsche Fassung EN ISO 20484:2017
DIN EN ISO 9001:2015-11
Qualitätsmanagementsysteme – Anforderungen
Deutsche und Englische Fassung EN ISO 9001:2015
Per Definition nach DIN EN 1779 „Zerstörungsfreie Prüfung – Dichtheitsprüfung – Kriterien zur Auswahl von Prüfmethoden und -verfahren“ ist Schnüffeln (Methode B4) eine lokalisierende Messmethode.
In der Messtechnik gibt es z. B. für Wasserstoff-Schnüffelgeräte Sonden, die den aus dem Leck austretenden Gasstrom detektieren. Diese Sondentypen saugen das Prüfgas NICHT aktiv an und messen eine Konzentration und keine Leckagerate.
Schnüffelsonden von handelsüblichen Helium-Lecksuchgeräten haben einen Gasdurchsatz, der von ca. 20 sccm bis ca. 3000 sccm reicht. Gelingt es mit Schnüffelsonden den gesamten aus dem Leck strömenden Gasstrom aufzunehmen, so erzielt man am Lecksuchgerät eine Anzeige, deren Wert proportional zur Leckagerate ist. Das heißt nicht unbedingt, dass der angezeigte Wert gleich der wahren Leckagerate ist. Ein Vergleich oder eine Justierung erfolgt mit einem geeigneten Prüf- / Referenzleck, das unter den gleichen Bedingungen gemessen wird. Dies gilt beim Versuch einer quantitativen Messung sowohl für Abweichungen von der maximalen Entfernung vom Objekt von 1 mm als auch von der empfohlenen maximalen Schnüffelgeschwindigkeit von 20 mm/s nach DIN EN ISO 20485 „Zerstörungsfreie Prüfung – Dichtheitsprüfung – Prüfgasverfahren“.
Der Anwender muss sich über das Ziel der Prüfung im Klaren sein. Schnüffelsonden mit hohem Gasdurchsatz erlauben schnelle Messungen. Dies geht jedoch wegen der Teilung des Gasstroms (nur ein Teil wird im Messgerät zum Detektor geführt) und der kurzen Expositionszeit mit einer Verringerung der Empfindlichkeit der Methode einher. Zusätzlich ist die Ortsauflösung im Vergleich zu Schnüffelsonden mit geringem Gasdurchsatz deutlich schlechter.
Normgerecht quantitative Methoden mit dem Schnüffler (der Schnüffelsonde) sind das Akkumulations- oder Schnüffelhüllenverfahren (Methode B3 nach DIN EN 1779 und DIN EN ISO 20485) und das Trägergasverfahren (Methode B7 nach DIN EN ISO 20485).
Stand: 01/2021
DIN EN 1779:1999-10
Zerstörungsfreie Prüfung – Dichtheitsprüfung – Kriterien zur Auswahl von Prüfmethoden und -verfahren
Deutsche Fassung EN 1779:1999
DIN EN ISO 20485:2018-05
Zerstörungsfreie Prüfung – Dichtheitsprüfung – Prüfgasverfahren
Deutsche Fassung EN ISO 20485:2018
Justierungen mit Kalibriergas
Ein Kalibriergas hat eine definierte Konzentration des betreffenden Prüfgases. Dies wird eingesetzt, wenn das Prüfverfahren zum einen auf Konzentrationsänderungen beruht oder eine Geräteanzeige in einer Durchflusseinheit wie mbar l s-1 auf Konzentrationen umgerechnet werden muss.
Prüfgeräte mit nicht-ansaugenden Schnüffelsonden messen eine Konzentration. Diese Geräte können mit einem Prüfgasgemisch mit definierter Konzentration justiert oder kalibriert werden. Dies gilt z. B. für MOSFET-Wasserstoffschnüffler und kommerziell verfügbare Kalibriergasmischungen mit einem Gehalt von 10 ppm Wasserstoff.
Auch Prüfgeräte mit ansaugenden Schnüffelsonden können mit definierten Konzentrationen eingestellt werden. Ein Beispiel ist die natürliche Heliumkonzentration in Luft von 5,24 ppm. Korreliert man die Anzeige eines handelsüblichen Helium-Lecksuchgeräts in „mbar l s-1“ mit der bekannten Konzentration des Prüfgases, erhält man eine Aussage über den Gasdurchsatz der Schnüffelsonde. Zeigt ein Lecksuchgerät z. B. „5,2 E-6 mbar l s-1″ an, so beträgt der Gasdurchsatz der Schnüffelsonde 1,00 mbar l s-1. Eine Korrelation der Anzeige in „mbar l s-1“ mit dem Gasdurchsatz der jeweiligen Schnüffelsonde kann über kommerziell erhältliche Gasgemische oder selbst hergestellte Verdünnungsreihen erfolgen.
In diversen Verfahren wie der Schnüffelhüllen- oder Akkumulationsmethode (Verfahren B3 nach DIN EN 1779) wird eine Konzentrationsänderung gemessen. Auch hier gelingt eine Kalibrierung des Messgeräts mit kommerziell erhältlichen Gasgemischen oder selbst hergestellten Verdünnungsreihen.
Kalibrierungen mit Prüfleck
Alternativ kann in der Schnüffelhüllen- oder Akkumulationsmethode (Verfahren B3 nach DIN EN 1779) das Prüfobjekt mit einem Durchfluss-Prüfleck präpariert werden (Masterteil). Bei Beaufschlagung mit dem definierten Prüfdruck strömt über eine definierte Akkumulationszeit aus dem Inneren des Masterteils ein definierter Gasstrom in die Hülle und erzeugt bei entsprechender Durchmischung des Gases im Messvolumen einen messbaren Konzentrationsanstieg.
Bei Verwendung einer Schnüffelsonde (Verfahren B4 nach DIN EN 1779) kann das Messgerät durch Halten der Schnüffelsonde vor ein spezielles Schnüffel-Prüfleck mit definiertem Abstand justiert werden. Anforderungen für spezielle Schnüffelprüflecks und deren Lösungen sind u. a:
Anforderung: Transport von 100% des Prüfgases vom Prüfleck zur Schnüffelsonde
Lösung: z. B. kalottenförmige Führung der Schnüffelsonde oder Quetschverbindung
Anforderung: keine wesentliche Reduzierung der Saugleistung
Lösung: z. B. seitliche Schlitze in der kalottenförmigen Führung oder Belüftungsbohrung in der Quetschverbindung
Im Vakuumverfahren wird der durch ein Leck eindringende Gasstrom direkt gemessen. Die Justierung erfolgt deshalb mit Hilfe eines geeigneten Prüflecks, das einen genau bekannten Gasstrom ins Vakuum abgibt, der als Vergleichsgröße gemessen werden kann.
Stand 01/2021
DIN EN 1779:1999-10
Zerstörungsfreie Prüfung – Dichtheitsprüfung – Kriterien zur Auswahl von Prüfmethoden und -verfahren
Deutsche Fassung EN 1779:1999
Die Leckagerate von Prüflecks ist temperaturabhängig. Wenn bei veränderten Betriebsbedingungen (d.h. Temperaturveränderungen im Leckdetektor) eine automatische Korrektur der Leckagerate des eingebauten Prüflecks durchgeführt wird, könnte man zur reinen Gerätekalibrierung auf ein externes Prüfleck verzichten. Dies gilt auch, wenn das interne Prüfleck einen vernachlässigbaren Temperaturkoeffizienten hat, wie es bei Kapillarlecks der Fall ist.
In vielen Prüfspezifikationen und Prüfanweisungen wird jedoch gefordert, die Selbstkalibrierung des Leckdetektors mit Hilfe eines externen Prüf-/ Referenzlecks zu bestätigen. Auf diese Weise können Fehlfunktionen wie etwa ein verschmutztes, nicht dichtendes Ventil erkannt werden.
Soll gezeigt werden, dass die zulässige Leckagerate mit dem gewählten Messaufbau sicher nachweisbar ist, muss ebenfalls ein externes Prüfleck verwendet werden.
Stand:01/2021
In einem Werksprüfzeugnis wie auch in einem Kalibrierschein wird die an einem Prüfleck festgestellte Leckagerate bescheinigt. Zusätzlich werden auch noch Angaben zur Messunsicherheit, Temperaturabhängigkeit und Leckageratenabnahme mit der Zeit gemacht.
Ein Kalibrierschein kann nur von einem nach DIN ISO 17025 (s.u.) zertifizierten Prüflabor ausgestellt werden.
Ein Werksprüfzeugnis nach DIN 55350-18 (s.u.) oder auch DIN EN 10204 (s.u.) (ursprünglich nur für Stahlprodukte entwickelt) kann vom Hersteller des Prüflecks ausgestellt werden. Er bescheinigt darin die von ihm gemessene Leckagerate und ggf. Randbedingungen der Messung. Eine auf nationale Standards rückführbare Messung ist bei nach DIN ISO 9000 (s.u.) zertifizierten Betrieben zwar in der Regel der Fall, aber nicht automatisch sichergestellt.
Werksprüfzeugnisse sind für den Verwender genauso wertvoll wie Kalibrierscheine, solange der Hersteller DIN ISO 9000 zertifiziert ist und die Rückführbarkeit der gemessenen Leckageraten bescheinigt (zu Werksprüfzeugnissen siehe auch ein Merkblatt des Deutschen Kalibrierdienstes (DKD)).
Die Zertifizierung stellt sicher, dass das Labor ein Qualitätssicherungssystem besitzt (ähnlich DIN ISO 9000 bei Fertigungsbetrieben) und auf nationale Normale rückführbare Standards bei der Kalibrierung benutzt. In Deutschland werden anerkannte Prüflabors von der Deutschen Akkreditierungsstelle (DAkkS) zertifiziert. Es gibt allerdings z. Zt. nur sehr wenige Prüflabore für die Kalibrierung von Helium-Prüflecks und noch gar keines für die Kalibrierung von Schnüffellecks oder Lecks für andere Gase als Helium.
DIN EN ISO/IEC 17025, Ausgabe: 2005-08
Allgemeine Anforderungen an die Kompetenz von Prüf- und
Kalibrierlaboratorien (ISO/IEC 17025:2005)
Deutsche und Englische Fassung EN ISO/IEC 17025:2005
DIN 55350-18, Ausgabe: 1987-07
Begriffe der Qualitätssicherung und Statistik – Begriffe zur Bescheinigung
über die Ergebnisse von Qualitätsprüfungen; Qualitäts-Prüfzertifikate
DIN EN 10204, Ausgabe: 2005-01
Metallische Erzeugnisse – Arten von Prüfbescheinigungen;
Deutsche Fassung EN 10204:2004
DIN EN ISO 9000, Ausgabe: 2005-12
Qualitätsmanagementsysteme – Grundlagen und Begriffe (ISO 9000:2005)
Dreisprachige Fassung EN ISO 9000:2005
Bei einem Prüfleck ohne Gasvorrat, das aus Glas und Metall hergestellt ist, muss mit Alterungseffekten nicht gerechnet werden. Falls das Leckageraten-bestimmende Element aus einem Elastomer besteht (z.B. Silikon- oder Teflonfolie) kann eine Änderung der Permeationseigenschaften über Jahre eintreten, insbesondere können dabei auch Öffnungen entstehen, die eine völlige Verfälschung der Leckagerate bedeuten. Diese Effekte sind nicht vorhersagbar, deshalb muss ein Leck typischerweise jährlich überprüft bzw. rekalibriert werden (siehe auch K3 und P7).
Prüflecks mit Gasvorrat zeigen eine charakteristische Abnahme der Leckagerate mit der Zeit, die systematisch berechenbar ist, wenn das Vorratsvolumen V sowie die Größe des Anfangsgasdrucks p0 und der Anfangsleckagerate Q0 bekannt sind
Der relative Druckabfall in Prozent pro Jahr ist gegeben durch
Gemäß DIN EN ISO 20486 „Zerstörungsfreie Prüfung – Dichtheitsprüfung – Kalibrieren von Referenzlecks für Gase“ lässt sich die Leckagerate eines Permeationslecks zum Zeitpunkt t bei Strömung gegen Vakuum näherungsweise schätzen durch
Wenn das Vorratsvolumen also ausreichend dimensioniert ist, liegt die Leckageratenabnahme bei wenigen Prozent pro Jahr oder darunter. Sie ist meist gegen die Unsicherheit der Leckageratenangabe vernachlässigbar klein. Maßnahmen zur Kompensation von Leckalterung sind also im allgemeinen nicht erforderlich, wenn eine jährliche Prüfmittelüberwachung durchgeführt wird. Eine jährliche Überprüfung des Lecks ist generell ratsam, da Beschädigungen des Lecks, die erheblich größere Gasverluste bewirken können, sonst nicht festgestellt werden.
Stand: 01/2021
DIN EN ISO 20486: 2018-05
Zerstörungsfreie Prüfung – Dichtheitsprüfung – Kalibrieren von Referenzlecks für Gase
Deutsche Fassung EN ISO 20486:2018
Die Diffusionsgeschwindigkeit von Gasen ist der herrschenden freien Weglänge und der mittleren thermischen Geschwindigkeit der Gasmoleküle proportional. Bei der Schnüffellecksuche diffundiert das Prüfgas (z.B. Helium oder Wasserstoff) aus dem Leck in die Umgebungsluft, wobei sich eine stationäre Prüfgaswolke vor dem Leck bildet. Hier bestimmt die Luft die freie Weglänge (bei Atmosphärendruck ca. 0,02 µm). Die mittlere thermische Geschwindigkeit von Helium bei 20°C beträgt 1245 m/s, von Wasserstoff 1754 m/s. Man erkennt sofort, dass die Diffusion von Wasserstoff um ca. 40% schneller erfolgt. Daher ist die Prüfgaswolke von Wasserstoff vor einem Leck verdünnter als bei Helium. Am dichtesten ist die Prüfgaswolke von Kältemitteln (wie z.B. R134a) in Luft vor Lecks, da diese aufgrund ihres hohen Molekülgewichtes nur eine mittlere thermische Geschwindigkeit im Bereich von 250 m/s besitzen.
Genauere Daten zu einer Vielzahl von Prüfgasen finden sich in der DGZfP-Richtlinie DP 1 zur Auswahl von Prüfgasen bei der Lecksuche.
Die Einheit mbar l/s kann anhand eines einfachen Gedankenexperiments veranschaulicht werden:
Wenn in einem Volumen von 1 Liter innerhalb von 1 s der Gasdruck um 1 mbar fällt, dann entspricht dies genau einer Leckagerate (ausgeströmter Gasmenge) von 1 mbar l/s oder – anders ausgedrückt: durch das Leck strömt ein Gasvolumen von 1 cm3 in der Sekunde in die Atmosphäre (das ist besser vorstellbar als die Druckänderung von 1 mbar).
Entsprechendes gilt für einen Druckanstieg bei der Vakuummethode.
Bei der Lecksuche geht es in der Regel um deutlich kleinere Änderungen. Man verwendet daher die Expotentialschreibweise zur Angabe von Leckageraten (z.B. in der Einheit mbar l/s).
Beispiel:
Bei einer Leckagerate von:
| 1 x 100 mbar l/s strömt 1 cm3 Gas in | 1 sec | durch ein Leck in die Atmosphäre |
| 1 x 10-1 mbar l/s strömt 1 cm3 Gas in | 10 sec | durch ein Leck in die Atmosphäre |
| 1 x 10-2 mbar l/s strömt 1 cm3 Gas in | 100 sec | durch ein Leck in die Atmosphäre |
| 1 x 10-4 mbar l/s strömt 1 cm3 Gas in | 10.000 sec (=2,8h) | durch ein Leck in die Atmosphäre |
| 1 x 10-8 mbar l/s strömt 1 cm3 Gas in | 108 sec (=1160 Tage ~ 3a) | durch ein Leck in die Atmosphäre |
Prüfgasgemische wie z.B. Helium/Luft oder Wasserstoff/Stickstoff verhalten sich nicht wie ein gefüllter Ballon, der sie in ihrer Ausbreitung behindert, sondern sie können sich frei in der Luft ausbreiten. Die einzelnen Gase sind gleichmäßig vermischt und besitzen keine Tendenz zur Entmischung.
In der Regel kann bei der Detektion von Prüfgas nicht einfach unterschieden werden, ob das Prüfgas durch Permeation oder Gasströmung austritt da nur der Gaspartialdruck gemessen wird.
Um den im allgemeinen störenden Einfluss der Permeation, z. B. bei der Lecksuche an Kunststofftanks, zu vermeiden, kann man den Effekt ausnutzen, dass die Strömung durch Lecks in der Regel unmittelbar erfolgt, während bei Permeation eine Verzögerung auftritt. Dazu muss aber vorher genau bestimmt werden, wie das Zeitverhalten der Permeation und von Lecks ist, um die Prüfzeit richtig zu begrenzen. Bei sehr großen Behältern mit langer Zeitkonstante ist z.B. die Unterscheidung auf diese Weise irgendwann nicht mehr möglich.
Da die Antwort auf diese Frage viele Aspekte ansprechen muss und daher sehr umfangreich ausfallen wird, gibt es diesbezüglich eine Richtlinie DP2 des Fachausschusses Dichtheitsprüfung.
„Wasserdicht“ bedeutet nicht gleich „flüssigkeitsdicht“. Der Durchfluss eines flüssigen Mediums ist von den Wechselwirkungen der Flüssigkeitsmoleküle untereinander (Viskosität) als auch mit der Wandung des Rohrs oder Lecks (Oberflächenspannung) abhängig.
So kriecht zum Beispiel ein Schmieröl bei Raumtemperatur trotz der höheren Viskosität noch durch Lecks, welche von Wasser wegen dessen höherer Oberflächenspannung verschlossen werden.
Eine detaillierte Diskussion dieses Themas findet sich in der Richtlinie DP 06.
Stand: 05/2022
Generell nein. Wie sehr sich das Eindringen der Luft mindern lässt, hängt vor allem von der Strömungsart im Leckkanal ab.
Bei Molekularströmung, wie sie bei Lecks mit sehr kleinem Durchmesser, z.B. in faserigen Dichtungen auftreten kann, wird die eindringende Luft durch das austretende Gas nicht beeinflusst. Das Kennzeichen dieser Strömung ist, das die Gasteilchen im Leckkanal untereinander keine Stöße erleiden, und somit auch keinen Impuls (Geschwindigkeit) übertragen können.
Anders sieht es bei der Kontinuumsströmung aus, die bei lochartigen Lecks in der Praxis häufiger ist. Auf Grund der inneren Reibung (Viskosität) kann das ausströmende Gas Impuls auf das eindiffundierende übertragen und so die Einströmung behindern. Wie stark diese Behinderung ausfällt, hängt von der Strömungsgeschwindigkeit ab. Dabei darf nicht vergessen werden, dass diese über dem Querschnitt des Lecks nicht konstant ist; in der Mitte ist sie am größten und nimmt zur Wand hin ab. Dort gibt es in jedem Falle eine Schicht, in der Luft eindiffundiert.
Das Prinzip der verblockten Strömung lässt sich einfach am Beispiel eines Behälters erklären, dessen Inneres evakuiert werden soll und der über eine Öffnung Umgebungsluft ansaugt. Die Menge des Gases die pro Zeiteinheit in den Behälter einströmt, steht in Abhängigkeit zu folgenden Punkten:
1. Dem Querschnitt der Behälteröffnung
2. dem Druckverhältnis
3. Stoffeigenschaften des Gases
Da in dem gewählten Beispiel sowohl die Querschnittsöffnung, als auch die Umgebungsbedingungen als konstant angesehen werden können, lässt sich die einströmende Gasmenge nur durch den Austrittsdruck im Inneren beeinflussen.
Ist der Eintritts- und der Austrittsdruck gleich groß, strömt keine Luft. Mit dem Absenken des Austrittsdrucks nimmt der Volumenstrom zu. Das Absenken des Austrittsdrucks hat so lange einen Einfluss auf den Volumenstrom, bis der Maximalwert, der sogenannte kritische Punkt erreicht wird.
In diesem Punkt gleicht die Strömungsgeschwindigkeit der lokalen Schallgeschwindigkeit. Eine weitere Druckabsenkung über den kritischen Punkt hinaus hat keinen weiteren Einfluss und der Volumenstrom bleibt konstant. Ein Überschreiten des kritischen Punktes, nennt man verblockte Strömung. Eine weitere Erhöhung des Volumenstroms ist, bei gleichen Stoffwerten, nur über die Erhöhung des Eintrittsdrucks erreichbar.
Stand: 05/2022
Üblicherweise wird das Volumen von Flüssigkeiten, Schüttgütern oder Gasen als Raummaß angegeben. Beispielhafte Volumenangaben sind Kubikmeter (m³), Liter (l), cubic centimeter (ccm, cm3), etc.
In der Praxis ist die Einheit „ccm“ doppelt belegt. Bei Volumeneinheiten steht „ccm“ für cubic centimeter, bei Volumenstromeinheiten für cubic centimeter per minute. Diese Doppeldeutigkeit führt oft zu Missverständnissen.
Da die Dichte und somit auch das Volumen von Gasen, bei gleicher Gasmenge von Temperatur und Druck abhängig ist, sollten diese immer mit angegeben werden.
Zur besseren Vergleichbarkeit von Volumina wurde das Normvolumen auf Basis eines Normzustands eingeführt. Der physikalische Normzustand wird unter den folgenden Standardbedingungen gem. DIN 1343 angegeben:
Standard-Temperatur Tn=273,15 K (0°C)
Standard-Druck pn=101325 Pa (1,01325 bar)
Die Werte dieser nationalen Norm können von anderen auf nationaler Ebene definierten Werten abweichen. Bei der Definition dieser Norm- bzw. Normal-Bedingungen zwischen Vertragspartnern wird dringend empfohlen, gemeinsames Verständnis herzustellen.
Ein Beispiel für Abweichung von den Normbedingungen ist SATP (1013 hPa und 298,15 K).
Normvolumina werden in unterschiedlichen Einheiten angegeben, wie bspw.:
Wegen der oben genannten Temperatur- und Druckabhängigkeit ist eine Leckagerate oder ein Volumenstrom in „ccm“ immer implizit auf die Prüfbedingungen bezogen. Da in den seltensten Fällen während der Prüfung eine Temperatur von Tn=273,15 K und ein Umgebungsdruck von pn=101325 Pa vorliegen. Dies sagt nichts über den angelegten Prüfdruck aus.
Zur besseren Vergleichbarkeit von Leckageraten können die Messergebnisse auch in der Einheit Nccm/min angegeben werden. Dabei wird die Leckagerate um den Einfluss des barometrischen Drucks und der Umgebungstemperatur korrigiert.
Bei Berücksichtigung einer Raumtemperatur von 25°C ergibt sich im Vergleich zur Normtemperatur ein Unterschied von knapp 10% (298K / 273K).
Eine standardisierte Leckagerate ist
pro Zeiteinheit durch ein gemessenes Leck fließen würde. Je nach Regelwerk werden unterschiedliche Standardtemperaturen festgelegt (siehe Quellen). Als Standardtemperatur wird in Anlehnung an die DIN EN ISO 20486 (Kalibrieren von Referenzlecks für Gase) eine Temperatur von 23°C empfohlen.
Die Einheit für eine standardisierte Leckagerate ist bspw. sccm. Beispiele für Umrechnungen finden sich in der Richtlinie DP2.
Quellen:
https://www.chemie.de/lexikon/Normalbedingungen.html
Richtlinie DP2
| DIN 1343 | 0°C (273 K) |
| ISO 2533 (International standard atmoshpere) | 15°C (288 K) |
| ISO 6358 / ISO 8778 (standard reference atmoshpere) Entsprechend DIN 1945-1 |
20°C (293 K) |
| ISO / IEC 17025 | 23°C (296 K) |
| ISO 20486 | 23°C (296 K) |
Stand: 11/2022
Grundsätzlich kann eine Dichtheitsprüfung mit Prüfgas mit Vakuum oder mit Überdruck durchgeführt werden (DIN EN ISO 20485 „Dichtheitsprüfung mit Prüfgasen“).
Dabei besteht die Prüfung aus fünf Schritten:
Ein Prüfobjekt ist undicht, wenn die angezeigte Leckagerate den zuvor festgelegten Grenzwert („zulässige Leckagerate“ oder „Rückweisegrenze“) überschreitet.
Wenn eine unzulässige Leckage festgestellt wurde, besteht in der Regel die Möglichkeit, diese zu lokalisieren und zwar durch Besprühen mit Prüfgas (Nachweis im Vakuum) oder Schnüffeln nach Prüfgas (in der umgebenden Atmosphäre).
DIN EN ISO 20485, Norm, 2018-05
Zerstörungsfreie Prüfung – Dichtheitsprüfung – Prüfgasverfahren;
Deutsche Fassung EN ISO 20485:2018
Die theoretische Mindestmesszeit tPrüf beim Druckänderungsverfahren ist gegeben durch
1. das Prüfvolumen VPrüf,
2. die Auflösung des verwendeten (Differenz-) Drucksensors Δp
3. die zulässige Leckagerate Qzul.
Für die Mindestmesszeit t Prüf gilt die folgende Formel:
tPrüf = [(VPrüf • 2 •Δp)/ Qzul.]
1. Beispiel:
V=1l, Δ|p=1Pa, Q= 10-3mbarl/s : Prüfzeit: 20s
2. Beispiel:
Rechnung, bei der das relativ unempfindliche Druckmessgerät (z.B. Bourdonmanometer) und die kleine zulässige Leckagerate nicht zusammenpassen:
V=1m³, Δ|p =100mbar, Q= 10-3mbarl/s : Prüfzeit: 2×108 s (entsprechend 6,4 Jahre)
Folgerung: entweder muss hier die zulässige Leckagerate größer oder ein genaueres Messgerät gewählt werden.
Wichtige Anmerkung: in der Regel liegt z.B. der Einfluss einer kleinen Temparaturänderung auf den Druck während der Messzeit weit über der Auflösung des Drucksensors. Bei einem Prüfdruck von 1bar gegen Atmosphäre bewirkt z.B eine Temperaturänderung von 0,01°C eine Druckänderung von 7Pa. Meist ist es für die Praxis sinnvoller diese Einflüsse abzuschätzen und in der o.g. Formel für Δp diese ermittelten Werte einzusetzen.
Bei ungünstigen Randbedingungen (großes Prüfvolumen, Temperatureinfluss, instabile Prüfteile, etc.) ist eine (Differenz-)Druckprüfung möglicherweise nicht einsetzbar. Es müssen dann andere Dichtheitsprüfverfahren herangezogen werden.
Wenn man feststellen will, ob ein Objekt dicht ist, führt man eine Prüfung durch, die zunächst einmal das Objekt daraufhin prüft, ob es insgesamt seinen Funktionsanforderungen hinsichtlich Dichtheit genügt. Eine solche Prüfung nennt man auch „integrale Dichtheitsprüfung“.
Wenn man dazu nicht den Druckabfall prüft, sondern mit Prüfgas arbeitet, muss man das Objekt komplett einhüllen und entweder die Hülle oder das Objekt mit Prüfgas füllen, eine Druckdifferenz aufbringen und das durch Lecks in der Prüflingswand dringende Prüfgas nachweisen.
Die Norm DIN EN 1779 unterscheidet „integrale“, „partielle“ und „lokale“ Dichtheitsprüfungen, die lokale wird auch als „Lecksuche“ bezeichnet. Partielle oder lokale Prüfungen machen nur Sinn, wenn vorher das Ergebnis einer integralen Prüfung ergeben hat, dass überhaupt eine Undichtigkeit vorliegt.
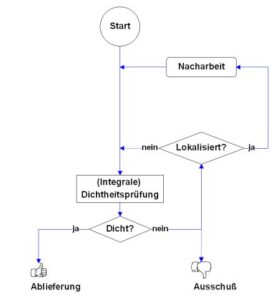
Die lokale Prüfung ermöglicht es dann, die Leckstelle genau zu orten und ggf. nachzuarbeiten. Danach ist eine erneute integrale Prüfung erforderlich, denn es könnten ja auch mehrere Lecks vorliegen, von denen zunächst nur eines gefunden wurde.
Ein empfohlener Gesamtablauf für Dichtheitsprüfung und Lecksuche ist im folgenden Ablaufdiagramm dargestellt:
Bei der Arbeit mit Prüfgasen kann der Heliumdetektor auch auf andere Gase reagieren. Zum einen könnte es eine Querempfindlichkeit geben. Damit wird die Empfindlichkeit des Messsystems (Detektors) gegenüber anderen Gasen, als dem Prüfgas, bezeichnet.
Bis auf seltene Spezialfälle gibt es bei Heliumleckdetektoren aber keine Querempfindlichkeit.
Minderung der Nachweisgrenze durch Wasserstoff:
Wasserstoff entsteht in der Ionenquelle durch Zersetzung von Wasserdampf und/oder Kohlenwasserstoffen (Pumpenöl). Bei hoher Wasserstoffkonzentration gelangen neben den Heliumionen auch Wasserstoffionen auf den Kollektor des Massenspektrometers und erzeugen ein Signal. Dieser Untergrund kann verhindern, dass kleinere Lecks gefunden werden.
Quelle des Wasserdampfes sind die Umgebungsluft und vom Prüfobjekt desorbierter Dampf. Kohlenwasserstoffe stammen meist aus Vakuumpumpen.
Kontamination durch Dämpfe, die einen isolierenden Niederschlag bilden:
Dazu zählen insbesondere Silikonöle. Durch die Isolation wird die Entladung auftreffender Ionen verhindert, so dass parasitäre elektrische Felder gebildet werden. Der Detektor misst nur noch „Hausnummern“. Besteht die Gefahr, dass solche Dämpfe angesaugt werden, sollte (auch bei Detektoren im Gegenstrommodus) eine Kühlfalle mit flüssigem Stickstoff oder ein Molekularsieb dem Detektor vorgeschaltet werden. (Achtung: Kühlfalle nicht über den Detektor abtauen!).
Sollte es zu einer Kontaminierung gekommen sein, hilft in leichten Fällen ein längeres Spülen mit trockenem Stickstoff und Ölwechsel; in schweren Fällen muss der Detektor gründlich gereinigt werden. Diese Arbeit überlässt man am besten dem Hersteller. (Bei einer Reinigung die Anschlussbauteile nicht vergessen!). Geeignet hierfür ist Alkohol; keinesfalls benutzt werden sollten Lösungsmittel wie Aceton und Tri (TCE), die selbst zu einer Kontaminierung führen.
Die Prüfung kann auf diese Weise trocken erfolgen. Prüfgase sind einfacherer und sauberer zu handhaben, als Flüssigkeiten. Zur Prüfung muss zunächst eine äquivalente Grenzleckagerate für das Prüfgas definiert werden. Diese hängt von Randbedingungen wie z.B. der Art der Flüssigkeit ab.
Bei einer Wasserdruckprüfung vor einer Dichtheitsprüfung besteht die Gefahr, dass kleinere Lecks durch die Flüssigkeit verstopfen und dann bei der nachfolgenden Dichtheitsprüfung mit Prüfgasen nicht zur Anzeige gebracht werden.
Das kann gravierende Folgen haben, wenn an diesen Prüfgegenstand höhere Dichtheitsanforderungen (z.B. für den Einsatz gefährlicher Gase) gestellt werden. Denn dem Prüfer und Kunden wird ein einwandfreier Prüfgegenstand vorgetäuscht. Die Leckstellen sind aber nicht dauerhaft verschlossen, sondern sie können sich im späteren Betrieb wieder spontan öffnen. Abhilfe können nur ein langwieriger Ausheizprozess vor der Dichtheitsprüfung bei Temperaturen um 200°C und unter Vakuum oder eine andere Prüfstrategie schaffen.
Wichtig: Das Durchblasen heißer Luft oder die Verwendung eines Heißluftföhns führen nicht zum Trocknen der Lecks! (Leider ein viel zu häufig gemachter Fehler!).
Versuche, die in der Industrie an einem Wärmetauschermodell durchgeführt wurden, haben gezeigt, dass mehrere kleinere Lecks im Bereich von 10-2 bis 10-3 mbar l s-1 nach einer Wasserdruckprüfung (bei 50 bar) nicht mehr detektierbar waren. Dabei kamen verschiedene Prüfmethoden (Heliumlecksuche, Frigen- und SF6-Lecksuchverfahren sowie Luftblasentest unter Wasser und mit schaumbildenden Mitteln) zum Einsatz. Die Lecks waren aber nicht dauerhaft verschlossen, sondern sie konnten nach einer aufwendigen Trockenprozedur wieder angezeigt werden. Dabei wurde das Bauteil in einem Ofen bei 200°C und unter Vakuum insgesamt 15 Stunden lang ausgeheizt!
Weitere Informationen:
Vorsicht geboten ist bei Bauteilen, die nach der Druckgeräterichtlinie hergestellt worden sind. Hier wird dem Hersteller eine Wasserdruckprüfung als Festigkeitsprüfung vor Auslieferung des Bauteils an den Kunden vorgeschrieben. Wenn dabei keine Flüssigkeit austritt, kann das Bauteil zwar als ‚wasserdicht’ bezeichnet werden, aber es besteht keine Gewissheit, dass es auch beim Einsatz mit Gasen die zulässige Leckagerate nicht überschreitet.
Damit stellt sich die Frage nach dem richtigen Zeitpunkt der Dichtheitsprüfung. Aufgrund der geschilderten Versuche müsste die Prüfung VOR der Wasserdruckprobe durchgeführt werden. Das hätte aber den Nachteil, dass vorhandene Schwachstellen im Werkstoff, die sich möglicherweise erst als Folge der Belastung bei der Druckprüfung öffnen, nicht detektiert werden. Häufig wird auch argumentiert, dass eine Gasdichtheitsprüfung zumindest bei dem Druck erfolgen sollte, bei dem später auch die Anlage betrieben werden soll. Diese ist aber aus Sicherheitsgründen wiederum nur nach einer bestandenen Druckprüfung möglich – und nach einer Wasserdruckprüfung nur nach langwierigem Trockenprozess.
Abhilfe könnte hier eine Sonderregelung schaffen. Zwar schreibt das Regelwerk AD 2000-HP 30 normalerweise als Druckprüfung eine Wasserdruckprüfung bei dem 1,43fachen des zul. Betriebsüberdrucks vor, sie schließt aber eine Gasdruckprüfung grundsätzlich nicht aus, wenn zwingende Gründe vorliegen. Nur muss diese Sonderregelung bereits bei der Konstruktion des Behälters vorgesehen und in den Zeichnungen vermerkt worden sein.
Bei der Gasdruckprüfung, die immer durch einen Sachverständigen durchgeführt werden muss, kann der Prüfdruck u.U. auf das 1,1fache des zul. Betriebsüberdrucks abgesenkt werden und es sind besondere Sicherheitsvorkehrungen erforderlich. Allerdings ergibt sich bei der Durchführung von Gasdruckprüfungen als erstmalige Druckprüfung eine weitere Forderung, die mit zusätzlichen Kosten verbunden ist: Die Längs-, Stoß- und Rundnähte sind zusätzlich einer objektgebundenen zerstörungsfreien Prüfung (z.B. Röntgen- oder Ultraschallprüfung) zu unterziehen. Dabei beträgt der Prüfumfang 10 bis 100%, je nach Art der Durchführung der Gasdruckprüfung.
Quelle:
Lecksuche NACH der Wasserdruckprüfung – einer der häufigsten Fehler bei der Dichtheitsprüfung!
G. Schröder, F. Pauly (Forschungszentrum Jülich)
J. da Cruz Payão Filho (Universidade Federal do Rio de Janeiro, Brasilien)
DACH-Jahrestagung 2000, Innsbruck, Vortrag 38
Berichtsband Nr. 73, Band 1, der DACH-Jahrestagung 2000 in Innsbruck,
29. – 31.05.2000, S. 377 – 382;
ISBN 3-931381-32-3
Grundsätzlich gilt die Regel, dass unter Betriebsbedingungen geprüft werden soll.
Wenn bei niedrigerem Druck geprüft wird, muss der Einfluss des Prüfgasdruckes auf die Leckagerate abgeschätzt werden. Die Umrechnung von Leckageraten ist in der DGZfP-Richtlinie DP 1 beschrieben. Schwierigkeiten können auftreten, wenn sich die Leckgeometrie am Prüfobjekt unter den Druckkräften verändert.
In der Praxis muss daher immer die Erfahrung mit dem Einsatzfall berücksichtigt werden. Bei Vakuumverfahren ist eine kleinere Druckdifferenz als im Betrieb in der Regel unvermeidlich, dennoch sind die Ergebnisse aussagefähig, wenn genügend Erfahrung vorliegt.
Anders als bei Druckänderungsverfahren wird bei der Prüfung mit Prüfgasen das aus einem Leck austretende Prüfgasgemisch gemessen. Der Druck besitzt zwar einen Einfluss auf die Leckagerate (siehe V 15), geringe Druckschwankungen können aber in der Regel vernachlässigt werden.
Bei der Druckänderungsprüfung muss nach der Druckbeaufschlagung des Prüfobjekts immer abgewartet werden, bis Druck und Temperatur im Innern stabil sind. Diese werden dann als Basis für die anschließende Messung herangezogen.
Eine absolute Dichtheit von Bauteilen gibt es nicht!
So ist z.B. jede Gummidichtung etwas gasdurchlässig und selbst Metall wird z.B. von Wasserstoff durchdrungen, wenn auch nur in ganz geringen Mengen. Man kann also höchstens angeben, wie undicht ein Bauteil unter bestimmten Betriebs- bzw. Prüfbedingungen ist oder höchstens sein darf.
Die Dichtheitsanforderungen an ein Bauteil richten sich also nach dem Einsatz- bzw. Anwendungsfall. Ein kleines Leck kann für Flüssigkeiten dicht sein, aber noch relativ große Gasmengen hindurch lassen. Das ist u.a. auf die höhere Viskosität von Flüssigkeiten gegenüber Gasen zurück zu führen. Ob ein Gegenstand für den vorgesehenen Anwendungsfall brauchbar ist, hängt also von der zulässigen Leckagerate ab:
Ein Prüfobjekt gilt als dicht, wenn die mit dem gewählten Prüfverfahren und der erforderlichen Prüfempfindlichkeit nachgewiesene Leckagerate nicht größer als die zulässige Leckagerate ist.
Bei der Festlegung von Dichtheitsanforderungen werden immer wieder unsinnige Anforderungen gestellt, dies geschieht zum Teil aus Unwissenheit oder übertriebener Vorsicht. Fragt man den Auftraggeber einer Dichtheitsprüfung nach der zulässigen Leckagerate für das Prüfteil (die u.a. auch für die Auswahl der richtigen Prüfmethode unerlässlich ist), hört man häufig die Antwort: „Keine“ (also qL = 0 mbar•l/s !). Nach DIN EN 1779 ist eine derartige Angabe unzulässig!
In nachfolgender Tabelle 22.1 sind einige Leckageraten mit dem dazugehörigen typischen Gasverlust aufgeführt.
Achtung: mit umgangssprachlichen Begriffen wie z.B. „wasserdicht“ oder „gasdicht“ kann keine definierte Dichtheitsanforderung beschrieben werden!
| Leckagerate qL [mbar l s-1] |
Größe (Durchmesser) des Lecks |
Leckage durch dieses Leck bei Δp = 1 bar |
| 10+2 | 1,0 mm | Wasser läuft aus (nasse Füße!) |
| 100 = 1 | 0,1 mm | Wasserhahn tropft |
| 10-2 | 35µm (~ Durchmesser eines Haares) |
Mindestanforderung für „wasserdicht“ (tropft nicht) |
| 10-3 | 20µm | 1 Luftbläschen (= 1mm3) pro Sekunde „wasserdicht“ (aber nicht für andere Flüssigkeiten!) |
| 10-6 | ~ 0,1 µm | ca. 1 cm3 Gasverlust*) in 12 Tagen „flüssigkeitsdicht“ (für die meisten Flüssigkeiten) |
| 10-8 | Kapillardurchmesser von ca. 0,4 µm (bei etwa 2 mm Wandstärke, d.h. d/l = 1/5000) |
ca. 3 cm3 Gasverlust*) in einem Jahr |
| 10-11 | < 1 Å = 10-10 m | ca. 1 cm3 Gasverlust*) in 3.000 Jahren (!) |
*) Bezogen auf Helium. Helium ist ein häufig verwendetes Prüfgas bei Dichtheitsprüfungen.
Die Angaben in der Tabelle können natürlich nur der Anschauung dienen und eine Größenordnung vermitteln. Die reale Leckagerate ist von vielen Faktoren, wie der Viskosität des Mediums, der Form des Leckkanals, der Druckdifferenz und der Strömungsart im Leck abhängig.
Wenn bei einer Gasleckagerate von 10-2 mbar l s-1 die Angabe „wasserdicht“ steht, trifft das auf ein dünnflüssigeres Medium, wie z.B. Benzin oder Öl, schon nicht mehr zu. Für dünnflüssige Öle wird in der Literatur ein Wert von etwa 10-5 mbar l s-1 angegeben. Für die Lebensmittel-Verpackungsindustrie ist der Wert von 10-6 mbar l s-1 interessant, weil Lecks unterhalb dieser Größenordnung keine unerwünschten Bakterien mehr hindurch lassen.
Zuvor wurde schon erläutert, dass es den Begriff „gasdicht“ nicht geben kann. Ein Beispiel soll das noch verdeutlichen.
Mit einer zulässigen Leckagerate von 10-8 mbar l s-1 können sicherlich die allermeisten technischen Anwendungsfälle als DICHT bezeichnet werden. Das entspricht einem Gasverlust von ca. 3 cm³ in einem Jahr. Das kann den Eindruck erwecken, als käme „nichts“ mehr durch dieses kleine Leck mit einem Durchmesser von nur wenigen zehntausendstel Millimetern (0,4 µm). Der Schein trügt: Hier strömen immerhin noch 250.000.000.000 (Helium-) Atome in jeder Sekunde (!) durch (bezogen auf Δp = 1 bar)!
Siehe auch P2
Nein, wenn die Kennlinie des Leckdetektors linear verläuft.
Da es meist keine Angabe zur Linearität gibt, ist die Faustregel: das Prüfleck sollte in derselben Dekade wie die zulässige Leckagerate liegen, kann aber innerhalb der Dekade einen beliebigen Wert haben.
Bei der Verwendung von Prüfgas spielen Temperaturänderungen praktisch keine Rolle und der Nachweis von austretendem Prüfgas ist auch bei kleinen Lecks kein Problem. Mit geeigneten Prüfgasen lassen sich also sehr empfindliche und dennoch störsichere Dichtheitsprüfungen durchführen.
Bemerkung:
Ein Leck von z.B. 10-6 mbar l/s erzeugt in einem Volumen von 1 Liter einen Druckabfall von 10-6 mbar/s. In einer Stunde sind das erst 0,003 mbar, in einem Tag 0,09 mbar, in einem Jahr 32 mbar. Bauteile, die eine solche Dichtigkeit aufweisen müssen, um jahrelang sicher zu arbeiten und keine umweltschädlichen Gase abzugeben, werden oft mit einigen bar Überdruck betrieben und müssten deshalb auch mit z.B. 10 bar Überdruck geprüft werden. Messgeräte, die eine Auflösung von 0,003 bar/10 bar = 30 ppm bei 10 bar Vollausschlag aufweisen, sind aber nicht verfügbar. Darüber hinaus würde schon eine Temperaturänderung von 0,01°C eine Druckänderung von 0,4 mbar (1/273 pro °C) verursachen. Das ist 40-mal soviel, wie das Leck in einem Tag erzeugt! Man erkennt leicht, dass die Druckabfallmethode so kleine Undichtigkeiten nicht feststellen kann.
Eine sinnvolle Dichtheitsanforderung bildet das Optimum aus der geforderten Produktqualität und den zu erwartenden Prüfkosten/-zeiten. Dabei sind eine Reihe von Aspekten zu berücksichtigen, die im konkreten Fall unterschiedlich bewertet werden (z.B. dürfen bei möglichem Gefahrstoffaustritt die Prüfkosten nicht bestimmend sein)
Ausgangspunkt muss immer die Frage sein: „Wozu soll das Produkt dienen und wie dicht muss es dazu sein?“ Diese Frage klingt banal; sollte aber sehr ernst genommen werden, da die meisten Fehler bei der Spezifikation hier ihren Ursprung haben. Dazu einige Beispiele:
Diese Liste ließe sich beliebig fortsetzen. Wichtig ist, dass man sich zu Beginn der Dichtheitsprüfung Klarheit darüber verschafft, welche Anforderung wirklich notwendig ist. Lässt sich die Anforderung – wie im ersten Beispiel – nicht quantifizieren, müssen Erfahrungswerte aus der Literatur benutzt werden.
Im zweiten Schritt wird aus dem Ergebnis obiger Überlegung eine zulässige Leckagerate unter Betriebsdingungen berechnet. Da unter Betriebsdingungen meist keine Prüfung möglich ist, kann diese Leckagerate meist so nicht direkt nachgewiesen werden.
Im dritten Schritt wird auf praktikable Prüfbedingungen, wie Raumtemperatur, umgerechnet. (Entsprechende Formeln und Stoffwerte für Prüfgase finden sich z.B. in der Richtlinie DP1 der DGZfP). Bei der Umrechnung der Drücke sind die Regeln für Druckgeräte zu beachten; ist eine Vakuumprüfung ins Auge gefasst, muss die entsprechende mechanische Stabilität des Prüflings gegeben sein.
Im vierten Schritt muss der Umfang der Prüfung festgelegt werden. Es ist zu entscheiden, ob integral geprüft wird oder nur die kritischen Bereiche wie z. B. Schweißnähte untersucht werden sollen. Ist eine integrale Leckagerate vorgegeben, ist diese auf die einzelnen Bereiche zu verteilen.
Nein, denn eine Wasserdruckprüfung ist vorrangig eine Prüfung zum Nachweis der ausreichenden Festigkeit von Druckbehältern oder Rohrleitungssystemen und dient nur nebenher zum Nachweis der Dichtheit gegen das Prüfmittel Wasser. Die Wasserdruckprüfung wird daher auch „Festigkeitsprüfung“ genannt.
Festigkeitsprüfungen sind bei Druckgeräten und bei überwachungsbedürftigen Anlagen wie Kraftwerken, Raffinerien und Chemieanlagen gesetzlich vorgeschrieben.
Soll ein mittels Wasserdruckprüfung abgenommener Behälter für eine andere Flüssigkeit unter Druck dicht sein, müssen die Eigenschaften dieser Flüssigkeit und der von Wasser miteinander verglichen werden. Die Durchdringungsfähigkeit einer Flüssigkeit durch ein Leck hängt vor allem von der Oberflächenspannung ab. Da Wasser im Vergleich zu anderen Flüssigkeiten eine viel höhere Oberflächenspannung besitzt, kann ein Druckbehälter bei einer Wasserdruckprüfung mit z.B. 1,43-fachem Betriebsdruck trotz einer durchgehenden Pore durchaus „wasserdicht“ sein, jedoch undicht für z.B. Ethanol unter Betriebsdruck.
Müssen ein Druckbehälter oder eine Flanschverbindung gasdicht sein, reicht die Wasserdruckprüfung zum Nachweis der Gasdichtheit auf gar keinen Fall aus.
In sehr vielen Fällen wird die so genannte „Technische Dichtheit“ von Druckbehältern oder Rohrleitungssystemen mittels Blasenprüfung mit schaumbildenden Mitteln („Nekal-Prüfung“) nachgewiesen. Deren Nachweisgrenze liegt bei einer Gasleckagerate von ca. 10-3 mbar l/s. „Wasserdichte“ Behälter können aber noch Gasleckageraten von bis zu 1 mbar l/s haben.
Wird beispielsweise eine „Dichtheit gegen sehr giftige Gase“ gefordert, kommen Prüfgasverfahren zum Einsatz, die – je nach angewendeter Prüfmethode – Nachweisgrenzen für die Gasleckagerate haben, die besser als 10-5 mbar l/s sind. Hier ist eine Wasserdruckprüfung zum Nachweis der Dichtheit völlig unsinnig.
Zusammenfassend ergibt sich, dass die Wasserdruckprüfung eine denkbar ungeeignete Methode zum Nachweis der Gasdichtheit ist.
Nein, denn eine Gasdruckprüfung ist eine Festigkeitsprüfung!
Gasdruckprüfungen an Druckbehältern oder Rohrleitungssystemen werden ausnahmsweise dann durchgeführt, wenn eine Wasserdruckprüfung nicht zweckdienlich ist, z.B. wenn Wasserreste in Spalten aus Prozessgründen unerwünscht sind oder wenn die Wasserlast aus Tragfähigkeitsgründen zu hoch ist.
Von der Wasserdruckprüfung ist man es gewohnt, den Überdruck z.B. 30 min. „stehen zu lassen“. Danach weiß man, dass der Prüfgegenstand hält und wasserdicht ist. Diese Verfahrensweise wird fälschlicherweise auch auf die Gasdruckprüfung übertragen: Wenn der Gasdruck 30 min. „steht“, dann weiß man, dass der Prüfgegenstand gehalten hat, was den Zweck einer Gasdruckprüfung dann auch erfüllt hat. Man weiß aber nicht, ob der Prüfgegenstand auch „gasdicht“ ist!
Woran liegt das? Das Beobachten eines Manometers entspricht einer Dichtheitsprüfung mittels Druckänderungsverfahren nach DIN EN 13184. Hierbei muss unter Berücksichtigung der zulässigen Gasleckagerate (z.B. 10-3 mbar l /s) dem Behältervolumen (z.B. 10 m³) und der Ablesegenauigkeit des Manometers eine Haltezeit ausgerechnet werden, die nur bei sehr kleinen Prüfgegenständen (z.B. Volumen = 1 Liter) im Minutenbereich liegt. Bei größeren Druckbehältern oder Rohrleitungssystemen wird man immer Haltezeiten von Stunden, Tagen oder Wochen errechnen, die nicht praktikabel sind! Außerdem bewirken kleine Temperatur- und Volumenänderungen erhebliche Effekte, die Lecks verdecken oder vortäuschen können.
Daher: Eine Gasdruckprüfung an größeren Druckbehältern oder Rohrleitungssystemen, bei der nur das Manometer beobachtet wird, ist keine Gasdichtheitsprüfung sondern eine reine Festigkeitsprüfung. Um gleichzeitig eine Aussage über die Gasdichtheit zu treffen, müssen zusätzlich entweder Blasenprüfverfahren nach DIN EN 1593 oder Prüfgasverfahren nach DIN EN ISO 20485 angewendet werden, wobei unbedingt die bei Gasdruckprüfungen erforderlichen Sicherheitsmaßnahmen einzuhalten sind.
DIN EN 1593, Norm, 1999-11
Zerstörungsfreie Prüfung – Dichtheitsprüfung – Blasenprüfverfahren;
Deutsche Fassung EN 1593:1999
DIN EN 13184, Norm, 2001-07
Zerstörungsfreie Prüfung – Dichtheitsprüfung – Druckänderungsverfahren;
Deutsche Fassung EN 13184:2001
DIN EN ISO 20485, Norm, 2018-05
Zerstörungsfreie Prüfung – Dichtheitsprüfung – Prüfgasverfahren;
Deutsche Fassung EN ISO 20485:2018
Dichtheitsangaben in Form von Leckageverlusten dienen der Orientierung, da sie von vielen Faktoren beeinflusst werden. Bei der Ultraschallprüfung hängt die akustische Abstrahlung in starkem Maße von der Leckgröße, Leckform, Oberflächenbeschaffenheit des Materials, Druckdifferenz, Ausströmgeschwindigkeit und Ausströmprofil sowie der Temperatur ab. Eine wichtige Rolle spielen ebenfalls die Messentfernung und der Messwinkel. Durch die Vielzahl der Faktoren entsteht eine Komplexität, die durch einfache Analysen nur schwer abgebildet werden kann.
Traditionelle, schmalbandige Gerätetechnik um 40 kHz ist für die Lokalisierung von Druckluft-Leckagen sehr gut geeignet. Allerdings ist die Aussagekraft des Schalldruckpegels in diesem engen Frequenzausschnitt bezüglich der Bestimmung der Verlustmenge (Quantifizierung) zu hinterfragen, da das Frequenzmaximum (Amplitude) des Ultraschall-Signals stochastisch in einem breiten Frequenzbereich auftritt. Daher sollte der Verlust einer Leckage in einem größeren Frequenzbereich bewertet werden, als praktikabel hat sich der Bereich von 20 bis 100 kHz erwiesen. Breitbandig ausgelegte, digitale Prüftechnik kann diese zusätzlichen Informationen auswerten und eine Leckage u.a. auf Basis ihrer Frequenzcharakteristik (integraler Schalldruckpegel) beurteilen.
Die Ermittlung des Volumenstromverlusts in l/min am einzelnen Leck bleibt jedoch durch die eingangs genannten Beeinflussungsfaktoren statistischen Schwankungen unterworfen. Nur durch die Möglichkeit der statistischen Analyse an vielen Lecks werden die Aussagen der Messungen hinreichend genau und zuverlässig. Daher wird empfohlen, eine monetäre Abschätzung von Leckageverlusten immer für den ermittelten Gesamtverlust von mehreren Leckagen durchzuführen. Ein Beispiel für einen Leckagerechner finden Sie hier.
Aus den gleichen Gründen – und im Besonderen dadurch, dass Leckagen in der Realität diverse Formen aufweisen – ist die mathematische Herleitung einer kreisrunden Leckgröße aus ermittelten Leckageverlusten in l/min bedingt aussagekräftig. Zum grundlegenden Verständnis und zur Orientierung sollen hier dennoch einige Lochgrößen mit abgeschätzten Leckageverlusten dargestellt werden (Basis: Leckageverlust-Berechnung der Firma Postberg+Co. GmbH).
| Lochgröße [mm] |
Leckageverlust bei 6 bar [l/min]* |
Leckageverlust bei 6 bar [m3/Jahr]** |
Monetärer Verlust [€/Jahr]** |
| 0,5 | 15 | 7.884 | 124 |
| 1 | 62 | 32.587 | 517 |
| 1,5 | 139 | 73.058 | 1.147 |
| 2 | 247 | 129.823 | 2.038 |
| 3 | 557 | 292.759 | 4.596 |
* gerundete Werte
** für 70 kW Kompressor; Netto-Strompreis 0,14 EUR/kWh; Gesamtkosten 1,57 Cent/m³; Produktive Arbeitsstunden 8760 h/a
Es gibt verschiedenste Anwendungen und dafür geeignete Verfahren, um undichte Stellen bzw. Leckagen zu finden und zu bewerten. Die akustische Überprüfung mit Luft-Ultraschall wird in der Praxis dort eingesetzt, wo Leckagen relativ schnell und ohne großen technischen Aufwand gefunden werden sollen. Durch Druckunterschiede tritt Luft aus einem System aus (Überdruck) oder in ein Vakuumsystem ein (Unterdruck). Bei bestimmten Voraussetzungen entsteht turbulente Strömung, die wiederum für die Erzeugung von Ultraschall verantwortlich ist.
Die nachweisbare Leckagerate ist bei der Prüfung mit Luft-Ultraschall durch das physikalische Wirkprinzip und die Leistungsfähigkeit der marktüblich verwendeten Komponenten beschränkt. Zum einen beeinflussen viele Faktoren, wann und in welcher Ausprägung turbulente Strömung entsteht. Turbulente Strömung tritt z.B. prinzipiell erst oberhalb einer Leckagerate von 10-2 mbar l/s auf. Ebenso ist ein Druckunterschied von ca. 500 mbar zwischen dem System und der Umgebung notwendig. Zum anderen beschränkt die in der Praxis verwendete Technik die mögliche untere Messgrenze. So wird wirtschaftlich vertretbare Sensorik eingesetzt. Die Empfindlichkeit ist zudem durch die System-Rauschgrenze begrenzt.
Die zuvor genannten Gründe sind u.a. dafür verantwortlich, dass die Dichtheitsforderung von 10-2 mbar l/s bzw. „wasserdicht“ mit handelsüblicher Ultraschalltechnik in normalen Industrieumgebungen nicht zuverlässig und reproduzierbar zu erfüllen ist!
Es gibt jedoch Anwendungen, bei denen die Ortung und Bewertung von Leckagen oberhalb 10-2 mbar l/s relevant sind, z.B. im Bereich Energieeffizienz in Druckluft- und Dampfsystemen (Luft- und Körperschall) sowie bei Dichtheitsprüfungen mit aktiven Ultraschallsendern (Transportwesen, Schiffs- und Bootsbau). Im Bereich der Qualitätssicherung von Komponenten und Baugruppen kann bei Dichtheitsanforderungen oberhalb 10-2 mbar l/s über vom Kunden festgelegte Grenzwerte eine qualitative Aussage getroffen werden.
Wenn in allen erforderlichen Prüfungselementen/Teilen mindestens 70 % erreicht werden.
Kurz gesagt:
Eine detailliertere Beschreibung der Tätigkeitsfelder liefert die DIN EN ISO 9712 selbst. Sie beschreibt ein hierarchisches Qualifizierungsmodell mit unterschiedlichen Anforderungen an die verschiedenen Stufen und unterschiedlichen Kompetenzen. Die Norm beschreibt die drei Qualifizierungsstufen folgendermaßen:
Stufe 1
Eine Person, die in der Stufe 1 zertifiziert ist, hat die Fähigkeit nachgewiesen, ZfP nach einer Prüfanweisung und unter der Aufsicht von Stufe 2- oder Stufe 3-Personal auszuführen. Das Stufe 1-Personal darf innerhalb des auf dem Zertifikat festgelegten Geltungsbereiches durch den Arbeitgeber autorisiert werden, Nachstehendes in Übereinstimmung mit ZfP-Prüfanweisungen auszuführen:
Stufe 1-Personal darf weder für die Auswahl des anzuwendenden Prüfverfahrens oder der Prüftechnik noch für die Auswertung von Prüfergebnissen verantwortlich sein.
Stufe 2
Eine Person, die in der Stufe 2 zertifiziert ist, hat die Fähigkeit nachgewiesen, zerstörungsfreie Prüfungen nach ZfP-Verfahrensbeschreibungen durchzuführen. Das Stufe 2-Personal darf innerhalb des auf dem Zertifikat festgelegten Geltungsbereiches durch den Arbeitgeber autorisiert werden:
Stufe 3
Eine Person, die in der Stufe 3 zertifiziert ist, hat die Fähigkeit nachgewiesen, ZfP-Tätigkeiten auszuführen und zu leiten, für die sie zertifiziert ist. Stufe 3-Personal hat
Stufe 3-Personal darf innerhalb des auf dem Zertifikat festgelegten Geltungsbereiches autorisiert werden:
Die Qualifikation LT 2 berechtigt nicht zur Dichtheitskontrolle an Kälteanlagen.
Mindestanforderungen zur Durchführung der Dichtheitsprüfung an Kälteanlagen sind in der EG VO 303/2008 definiert. Dies betrifft ortsfeste Anlagen mit fluorierten Kältemitteln und einer Füllmenge >3 kg (bzw. 6 kg bei vollhermetischen Anlagen).
Zertifikatsinhaber der Kategorie IV nach EG VO 303/2008 dürfen Dichtheitskontrollen an Kälteanlagen durchführen, ohne Eingriff in den Kältemittelkreislauf.
Zur Erlangung des Zertifikates muss ein entsprechender Kurs einer benannten Stelle (z.B. ILK Dresden oder Bundesfachschule Kälte-Klima-Technik Maintal) einschließlich Prüfung absolviert werden.
Neben der Personalzertifizierung muss auch das Unternehmen zertifiziert sein.
Weitere Informationen, insbesondere zu den beruflichen Voraussetzungen, sind in der Studie des Umweltbundesamtes UBA von 2009 (Förderkennzeichen (UFOPLAN) 3708 49 399) zusammengefasst.
